汽车零配件的制造精度直接影响整车的性能、安全性与可靠性。其中,外径夹持作为机械加工、检测与装配中的关键工序,需要根据零部件的材料、形状、精度要求和生产批量,选择合适的工艺。本文将系统介绍汽车零部件外径夹持的主流工艺及其应用场景。
一、 常见外径夹持工艺
- 机械卡盘夹持
- 三爪自定心卡盘:适用于夹持圆形、正六边形等规则回转体外径,自动定心,操作简便,是车床加工中最常见的夹持方式。常用于轴、盘、套类零件的粗加工和半精加工。
- 四爪单动卡盘:每个卡爪可单独移动,用于夹持不规则形状或偏心工件的外径,夹持力大,但需要仔细校正,多用于单件小批量生产或高精度要求的场合。
- 动力卡盘:通过液压或气压驱动,实现快速、自动化的夹紧与松开,夹持力均匀稳定,广泛应用于现代化自动生产线,如加工转向节、凸轮轴等。
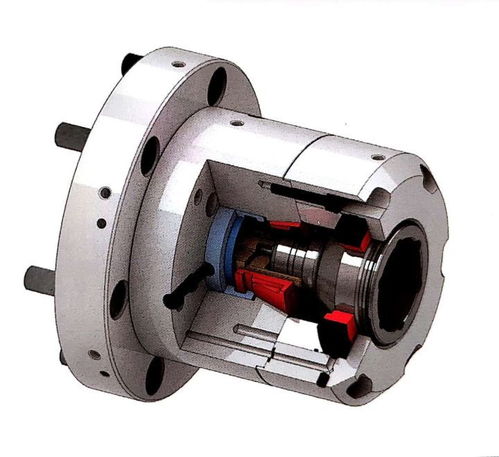
- 弹性夹头(弹簧夹头)
- 主要用于夹持直径较小、精度要求高的轴类或管类零件外径(如气门杆、活塞销)。夹持精度高(同心度好),接触面积大,不易损伤工件表面,常用于精密车削、磨削和自动化送料加工。
- 专用夹具与涨套
- 针对特定形状(如齿轮外圆、异形件)或薄壁易变形零件(如轴承圈、轮毂),常设计专用夹具。内涨式夹具(涨套)从内部向外膨胀,均匀撑紧工件内孔,间接实现对外径的定位与支撑,能有效防止薄壁件变形,保证加工精度。
- V型块与压板组合
- 主要用于铣削、钻削或检测工序中对圆柱形工件外径的定位与夹紧。通过V型面定位,压板压紧,适用于批量检测或非回转加工。
- 磁性吸盘
- 适用于导磁性材料(如钢、铸铁)的扁平或规则零件外径(侧面)的夹持,如制动盘。夹持快速,工件上表面完全暴露,利于加工,但夹持力受材料磁性影响。
- 真空吸盘
- 用于夹持非导磁性材料、薄板或表面要求无压痕的精密零件(如某些铝合金或复合材料件),通过负压吸附,力分布均匀。
二、 工艺选择的关键考量因素
- 零件特征:材料(钢、铝、复合材料)、硬度、刚性(特别是薄壁件)、形状(圆形、异形)、尺寸精度和表面粗糙度要求。
- 加工要求:工序内容(车、磨、铣、检测)、切削力大小、是否要求高同心度或避免变形。
- 生产规模:大批量生产追求效率与自动化,倾向动力卡盘、弹性夹头及专用自动化夹具;单件小批量则更依赖通用夹具(如四爪卡盘)的灵活性。
- 成本与效率:平衡夹具的制造成本、装夹调整时间与加工节拍。
三、 发展趋势
随着汽车工业向轻量化、电动化、智能化发展,新材料(如高强度钢、铝合金、碳纤维复合材料)和新结构零件不断涌现,对外径夹持工艺提出了新挑战:
- 更高精度与稳定性:适应更严苛的公差要求。
- 更柔性与智能化:快速换型,适应多品种小批量生产模式;集成传感器实时监控夹持力与状态。
- 更低的变形与损伤:针对薄壁、易变形零件和精密表面,发展更精密的定心、均匀施力技术(如液压膨胀式夹具、可控变形夹具)。
汽车零部件的外径夹持工艺是一个综合性的技术选择过程,需要根据具体零件和生产条件,从精度、效率、成本和保护工件等多方面进行权衡,并随着技术进步不断优化。









